徐州废气处理
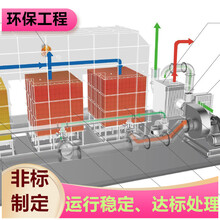
工艺流程:
含尘气体由风机提供动力,负入活性炭吸附塔体,由于活性炭固体表面上存在着未平衡和未饱和的分子引力或化学健力,因此当此固体表面与气体接触时,就能吸引气体分子,使其浓聚并保持在固体表面,污染物质从而被吸附,废气经过滤器后,进入设备排尘系统,净化气体高空达标排放。
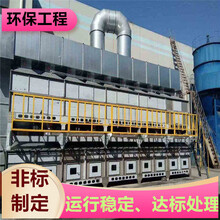
活性炭吸附箱的基本原理是经过风机给废气提供动力,废气进入活性炭吸附箱经过吸附层吸附,活性炭作为一种吸附剂,因此当废气与活性炭表面接触时,废气就会被吸附在活性炭表面。活性炭吸附箱就是利用活性炭的吸附力吸附废气中的污染物,然后将净化后的气体排放。三梯活性炭吸附箱中的活性炭一般采用φ4*10mm规格的柱状颗粒碳,碘值根据客户要求选择。
21、11种焊接工艺的焊接烟尘污染以及处理措施
焊接是机电行业热加工的一个工艺大类,它指得是固体材料与固体材料(不单指金属材料,还有非金属材料)之间局部受热熔融后结合在一起的一种机械电子制造热加工工艺。焊接工艺过程产生的大气污染物--焊接烟尘的特征,取决于被焊接材料的材质、焊接材料的成分、焊接工艺方法及焊接工艺参数。不同的焊接工艺产生的焊接烟尘,其有害物质、有害气体的种类、性质与数量有很大的区别。因此,在对建设项目进行环境影响评价中,对工程分析进行工艺污染分析涉及“焊接工艺过程产生的大气污染物”时,不能笼统地说污染物为“焊接烟尘”,其“发尘量”一概是多少多少,治理措施一概是“移动式焊接烟尘净化器”。

1.6 等离子焊:
等离子焊属于闪光电弧焊,它是通过高度集中的等离子束(射流速度达300~2000m/s,能量密度达105~106W/cm2)电弧熔化母材的焊接方法。等离子焊的焊速高,可不开坡口,焊缝性能优良,焊缝热影响区小,焊接变形与残余应力小,可焊接多种金属,尤其对于厚3~8mm材料,是一种低成本的电弧焊接技术。
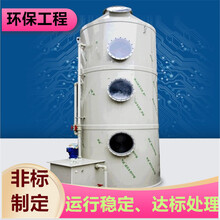
废气处理 pp喷淋塔 6、活性炭吸附装置
吸附,能力强;能够同时处理多种混合废气;净化效率≥95%;RCO催化燃烧设备构造紧凑,占地面积小,维护管理简单,运转成本低廉;采用自动化控制运转设计,操作简易;全密闭型,室内外皆可使用。
曝气生物滤池分为上向流式和下向流式。下面以下向流式为例介绍其工作原理。如图所示,曝气生物滤池的主体可分为布水系统、布气系统、承托层、生物填料层、反冲洗系统等五个部分。池底设承托层,其上部则是滤料层(一般为粒径较小的粒状滤料)。在承托层设置曝气用的空气管和空气扩散装置,处理水集水管兼作反冲洗水管也设置在承托层内。
塑料材质在高温情况下会挥发非总烃等VOCs,现在为了保护环境及工人工作环境,我们的目的就是把各部分产生非总烃等有机挥发气体收集后经光触媒技术光氧催化氧化设备处理后,设备对含苯、、二及非总烃等挥发性有机物进行光催化氧化分解后,再经活性炭吸附后排放达到国家工业排放标准;《大气污染物综合排放标准》二级排放标准。
用户选用需知
1.装置的废气进口温度应低于50℃,如50℃的废气需增加空气冷却装置,冷却后进入吸附罐。
2.用于喷漆作业等产生的含有较多颗粒粉尘废气净化,废气应先对颗粒物进行过滤净化。
3.当吸附的有机溶剂沸点较高(120℃以上)时,可采用蒸汽过滤器,提高解吸蒸汽温度
4.如没有蒸汽供应时,可随净化装置配备小型电热蒸汽发生器。
光化学烟雾的治理技术,造成光化学烟雾的一次污染物主要是氮氧化物和碳氢化合物。其主要来源是以汽车尾气,石油冶炼业等工业企业也是氮氧化物重要来源。 汽车尾气主要来自发动机汽油燃烧。控制汽车尾气的技术措施主要有:①改革汽车燃料,推广使用液化石油气、液化天然气、等新型燃料。②改善进气系统,提高混合气燃烧率,减少一氧化碳、碳氢化合物和氟氧化合物排放; ③进行排气处理,进一步去除尾气中的有害物质。 工业企业排放的氮氧化物的去除方法主要有吸收法、非选择性催化还原法和选择性催化还原法。吸收法是根据所使用的吸收剂,又可分为碱吸收法,熔融盐吸收法和硫酸吸收法。 非选择催化还原法是应用金属铂等作为催化剂,以H2或CH4等还原性气体作为还原剂,将烟气中的氮氧化物还原为N2。所谓非选择性是指反应时的温度条件不仅控制在只是烟气中的氮氧化物还原为N2,而且在反应过程中有一定量的还原剂与烟气中的过剩氧发生反应。 选择性催化还原法是以金属铂的氧化物作为催化剂,以氨、硫化氢和一氧化碳等为还原剂,选择脱硝反应温度,使还原剂仅与烟气的氮氧化物发生反应,使之转变为无害的N2 。